公司新闻
钢管42crmo实体厂家
更新时间: 2026-06-04 08:12:49 ip归属地:江苏,天气:阴转多云,温度:23-33 浏览:1次
以下是:江苏省钢管42crmo实体厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4500/吨 |
| 发货期限 | 7 |
| 供货总量 | 1 |
| 运费说明 | 不等 |
| 小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品品牌 | 广顺 |
| 发货城市 | 聊城 |
| 加工定制 | 是 |
| 品牌 | 广顺物资 |
| 产地 | 聊城 |
| 类型 | 无缝钢管 |
| 材质 | 20# |
| 可定制 | 是 |
| 范围 | 钢管42crmo供应范围覆盖江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市等区域。 |
【广顺】以匠心打造多元场景产品,涵盖镇江Q245R钢板、常州12CrMoV、苏州20G合金钢管、南通27SiMn合金钢管等。您是想要在江苏省采购高质量的钢管42crmo实体厂家产品吗?广顺物资(江苏省分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的钢管42crmo实体厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【18762195566】,地址:《经济技术开发区东昌东路路星美大厦1栋1308室》。 江苏省 江苏省,简称“苏”,是中华人民共和国省级行政区,省会南京,位于长江三角洲地区,中国大陆东部沿海,地跨北纬30°45'~35°08',东经116°21'~121°56',与上海市、浙江省、安徽省、山东省接壤。总面积10.72万平方千米。截至2021年末,江苏省共有13个设区市,95个县(市、区)。2022年末全省常住人口8515万人,城镇化率达74.4%。
准备好领略钢管42crmo实体厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:江苏钢管42crmo实体厂家的图文介绍



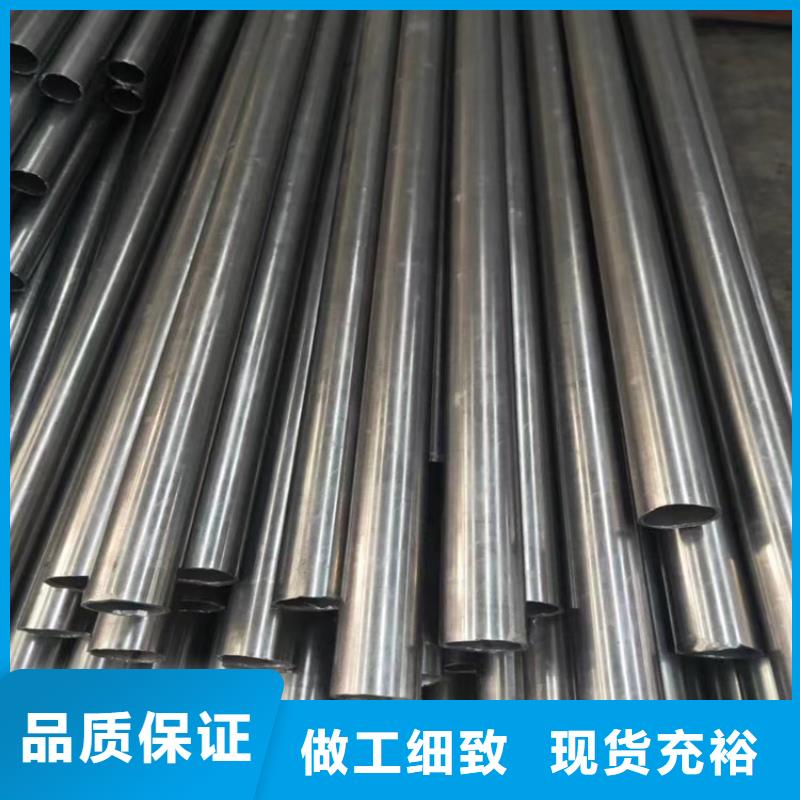
Q235B无缝钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的钢管。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范20#是20钢材质,一般为铸件,或冷拉钢管件。20II是优质碳素钢锻件,材料和加工方式都要比20#要好。20#的材质与20II的材质有什么区别:20II比20#材料性质,加工方式要好,所以机械性能要优于20#。20#是20钢的简易写法,属钢材中的一种材质。常用于制造无缝钢管,模具,优质碳素钢板,槽钢,工字钢等钢材。碳素钢的分类



广顺物资(江苏省分公司)全体员工向关心和支持我们的各级领导和各界朋友表示z u i诚挚的谢意! 在 方矩管市场竞争日趋激烈的今天,广顺物资(江苏省分公司)励精图治,奋发自强,为振兴民族 方矩管和江苏经济而奋斗不息, 公司经理携全体员工恭候各地新老宾客光临本 方矩管生产企业,实地考察、指导工作、增进了解!


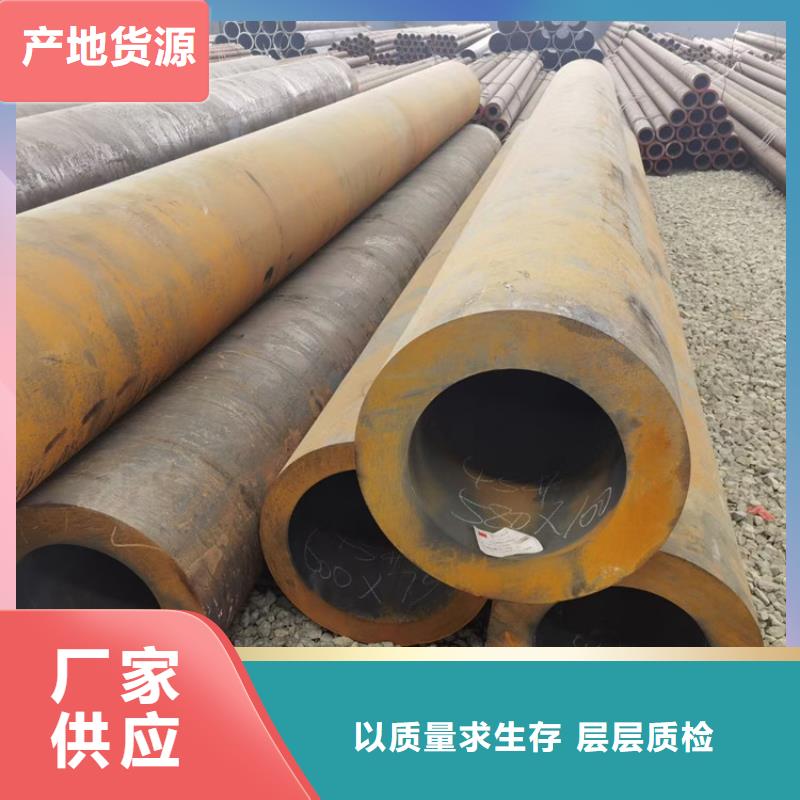
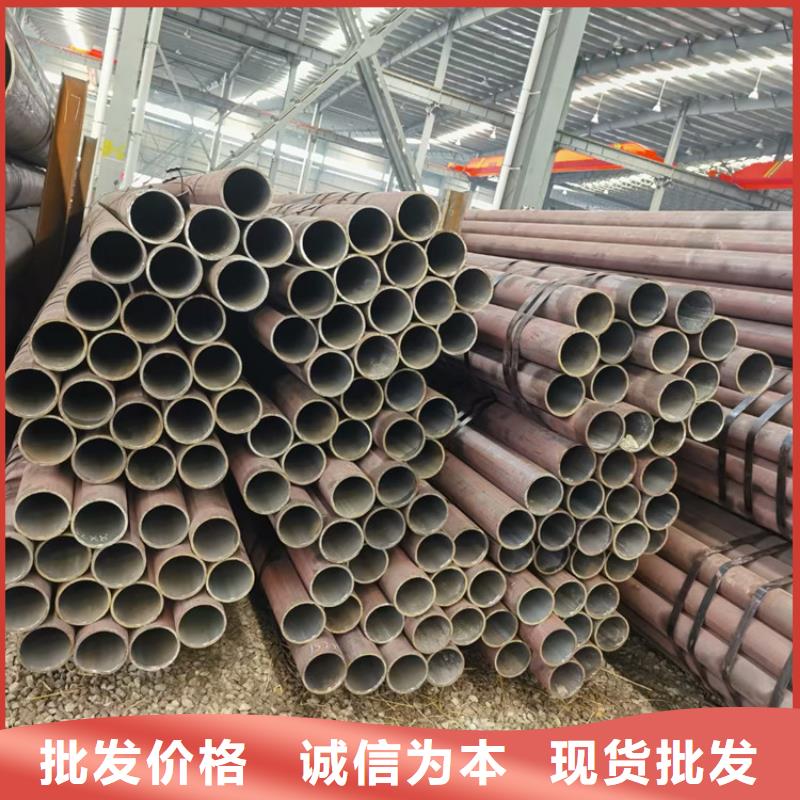
GB/T 3091-2001),以及换热器用焊接钢管(YB4103-2000)焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。以上是钢管的各种用途及分类。我国无缝钢管发展历史:在新中国成立的时候,我们 还不能生产无缝钢管产品。鞍钢无缝钢管厂在1953年成功轧出了我国 根无缝钢管,从此也结束我国不能生产无缝钢管的历史。从那以后产量逐年增长,到了2004年,全国无缝钢管产量达到908万吨,其中不锈无缝钢管为20万吨,成为世界无缝钢管生产大国。自2003年开始,我国已由净进口国变为净出口国。2003年,无缝钢管进口量为47万吨,出口量为56万吨;2004年,进口量为69万吨,出口量为75万吨,



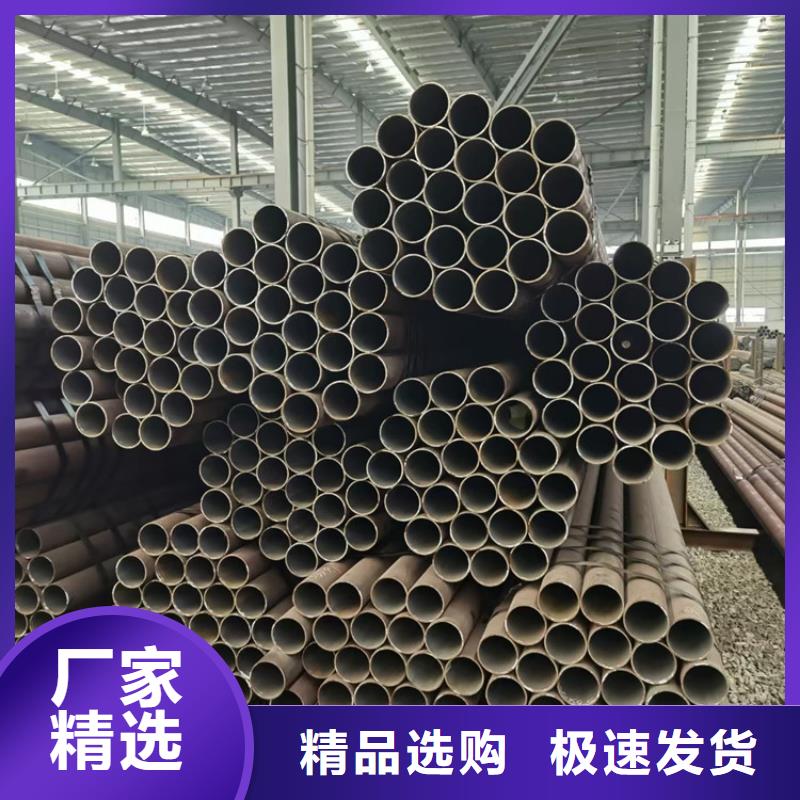
无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝。引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”就是把拼接接头位置设置在弯矩小的位置。
在江苏省采购钢管42crmo实体厂家请认准广顺物资(江苏省分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【18762195566】)。
其他新闻
- 四柱升降机械车库品牌厂家量大从优 2026-06-04
- 更换橡胶坝坝袋施工队伍-联系报价 2026-06-04
- 灵芝粉价格 2026-06-04
- 人行道护栏量大有优惠 2026-06-04
- Q355C防撞护栏2026款式新颖道路防撞护栏 2026-06-04
- 灯光护栏厂家 2026-06-04
- 下沉球墨铸铁井盖价格优惠 2026-06-04
- CT铅玻璃医院防护玻璃 2026-06-04
- 生铁QT700圆钢那可以买到 2026-06-04
- CT室硫酸钡防护单开铅门厂家直销 2026-06-04
- 潜水员潜水员水下施工经验丰富 2026-06-04
- 物流回程车物流全程高速 2026-06-04
- 徐州市鼓楼区手机落水打捞打捞溺水者 2026-06-04
- 气密铅门产地直销 2026-06-04
- 水溶性紫薯粉靠谱厂家 2026-06-04
产品

联系方式
